
Belt Blogs
If you’re interested in learning about material handling topics and conveying news, you’ve come to the right place. This page will showcase our blogs and recent articles on industry trends, insights and announcements on upcoming events.

3 Considerations for Choosing the Right Conveyor
Need help choosing the right conveyor? Our superior PureSteel® products are used in a wide variety of industries and are trusted to consistently outperform the competition with superior precision, durability and cleanliness.
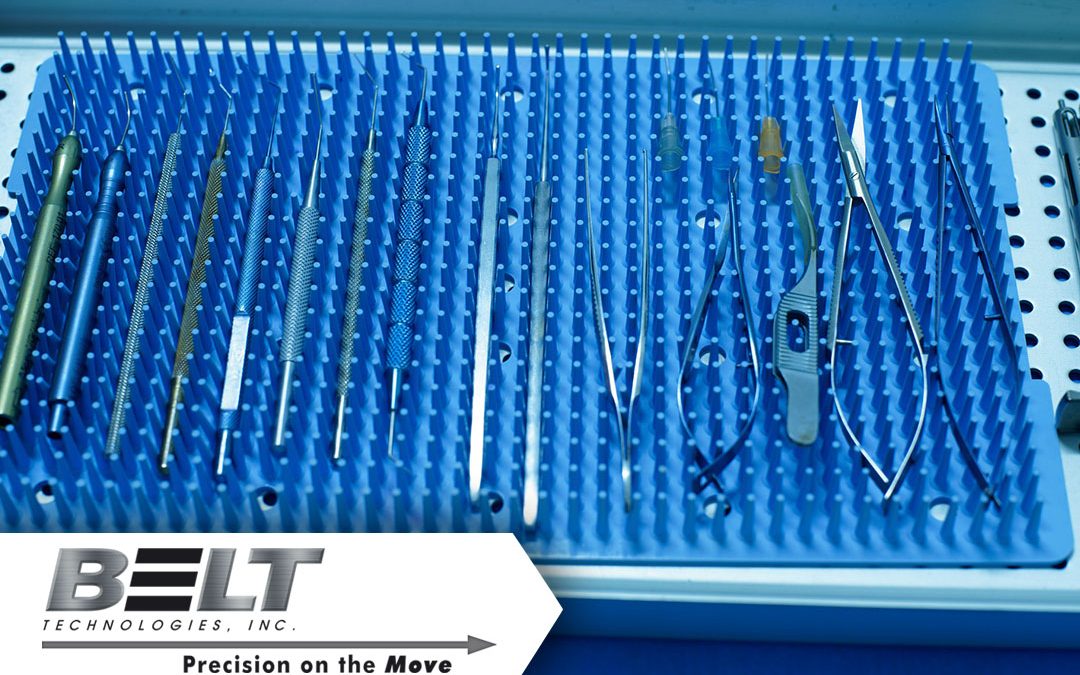
A Perfect Fit for Sterilized Equipment Production
It’s impossible to overstate the importance of sterilized equipment in a medical setting. Surgical instruments such as scalpels, forceps or scissors need to be regularly sterilized to protect patients from infection. Belt Technologies is critical to the process of sterilized equipment production.

Proud To Be a Massachusetts-Based Manufacturer
From local job availability to improved product quality, there is an array of benefits to supporting the local manufacturing industry. In this blog, we explain why local manufacturing is so important to the overall status and financial health of Massachusetts, and what we’re doing to help.
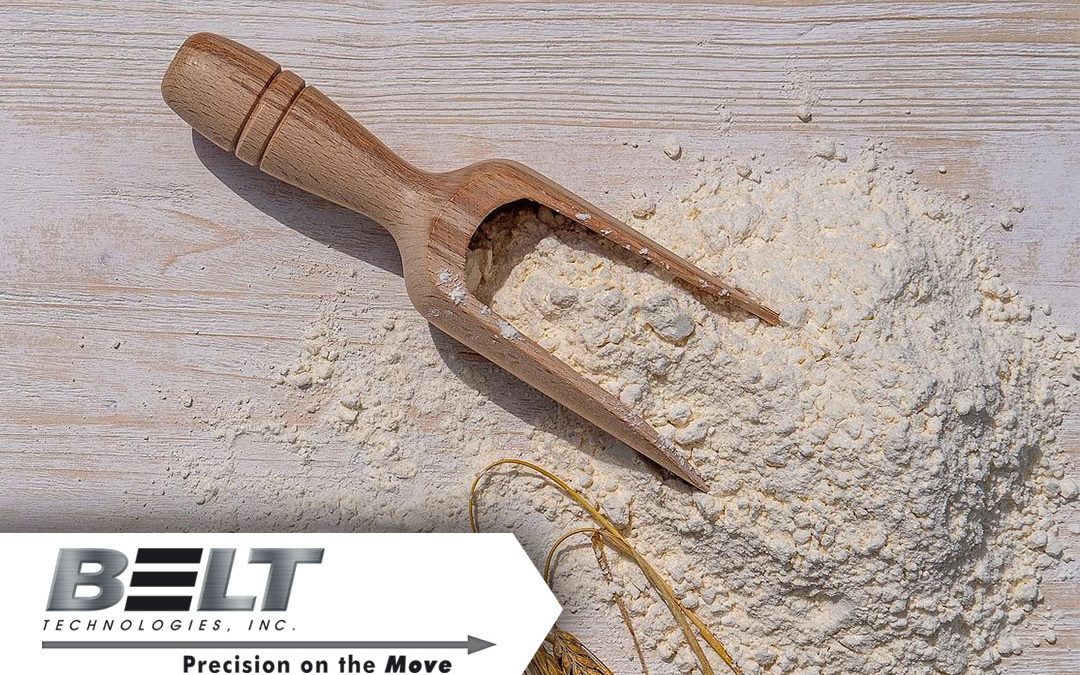
Why Stainless Steel Is a Perfect Match for Bulk Solids
Rubber and plastic conveyors aren’t up to the task. In this blog, we explain why our stainless steel PureSteel® Belts are the perfect match for bulk solids.

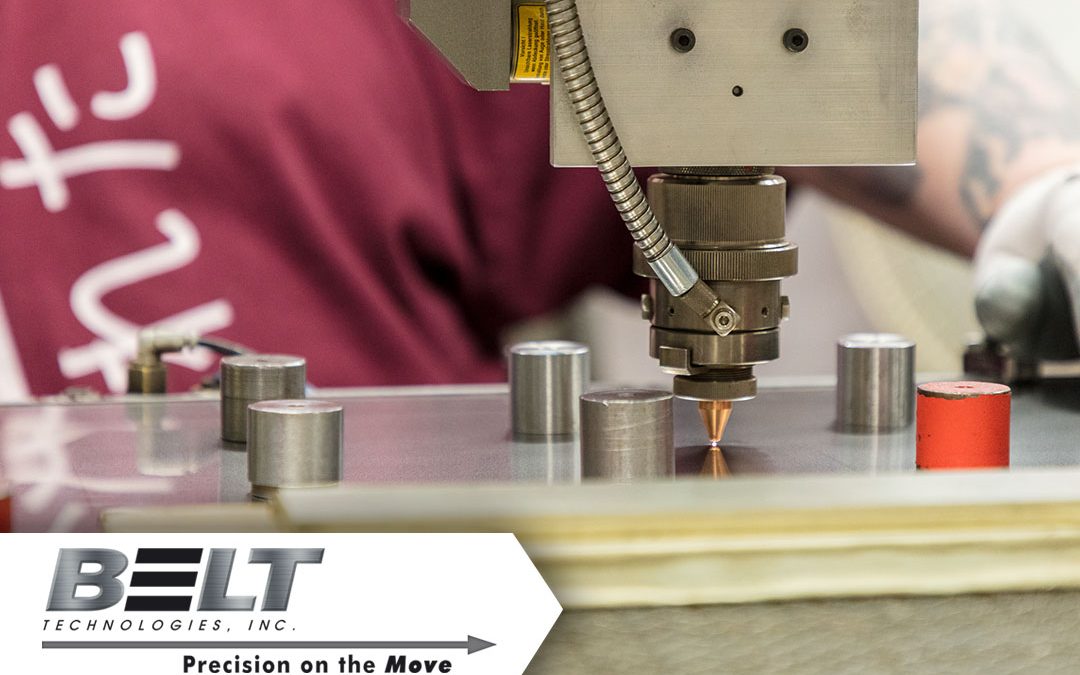
The Role of Metal Belts in the Production of Electric Vehicles
The unique properties and benefits of stainless steel have long made metal belts ideal for automated battery production equipment.
Everything We Manufacture Is Custom: Celebrating National Inventors Month
At Belt Technologies, every PureSteel® metal belt we create is made to the specific needs of the customer and their applications.

The Benefits of Vacuum Conveyor Systems
When it comes to conveying, suction is an ideal method for keeping small parts in place—but how does it work on a production line? In this blog, we’re examining the many benefits of vacuum conveyor systems and the applications that could be assisted by this technology.

Metal Belts and Food Production: Celebrating National Frozen Food Month
Heating up frozen food is much more convenient and less time-consuming for the average person than prepping and cooking a homemade meal. But there are hygiene and safety considerations that must be made during the production process before this food makes it to your plate.
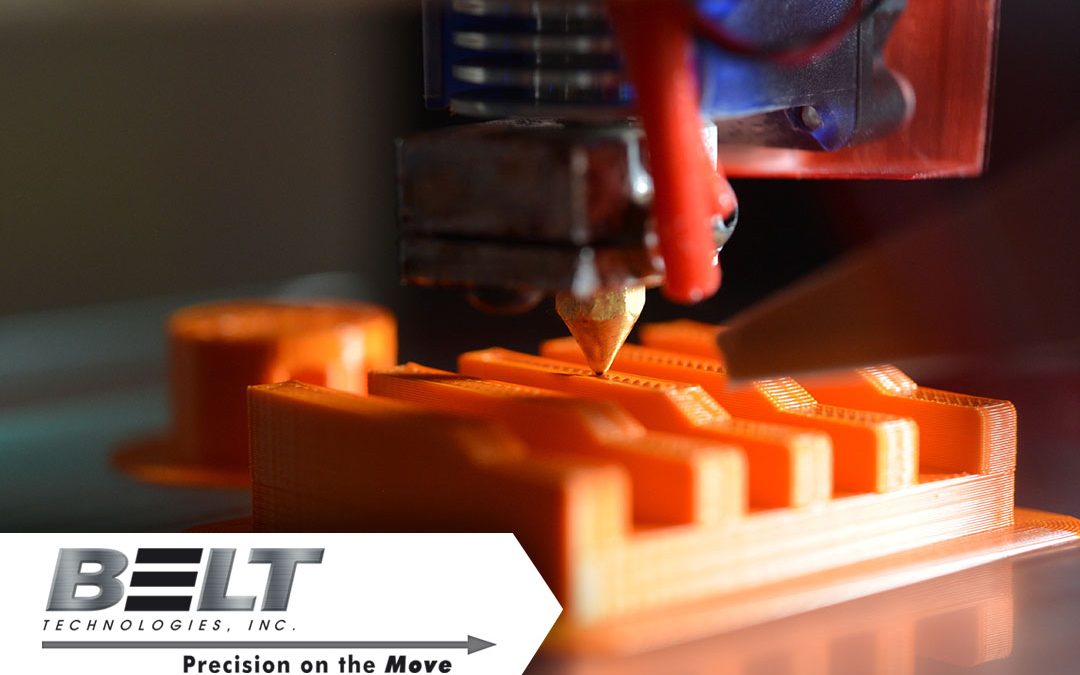
PureSteel®: The Continuous Conveying Solution for 3D Printing
3D printing allows manufacturers to construct complex parts quickly and cost-effectively by creating a three-dimensional solid object from a digital file. We’ll explain how our stainless steel belts are the perfect continuous conveying solution for these applications.

A History of Honoring Healers: Celebrating National Pharmacist Day
Pharmacists are crucial in providing information so that people don’t misuse prescription drugs—the manufacturing of which benefits heavily from PureSteel® metal belts.

